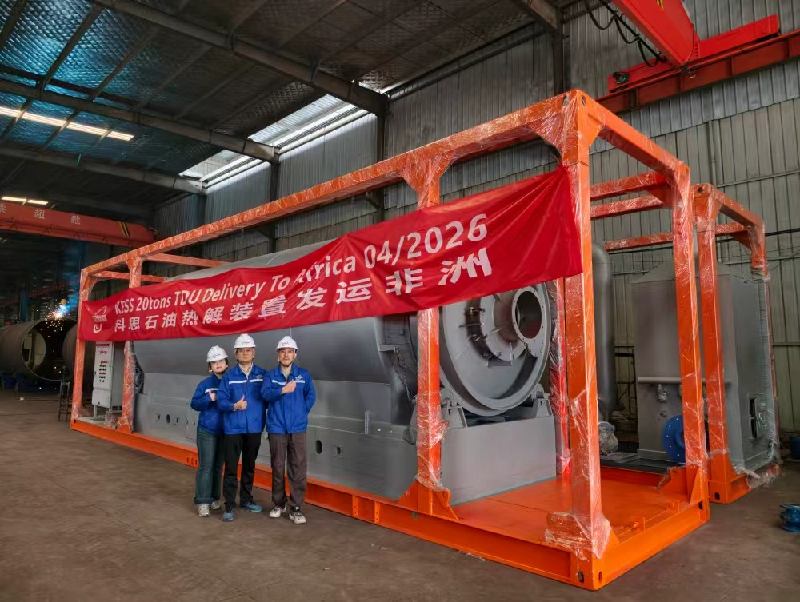
KES Separation has successfully delivered a 20 tons per day mobile skid-mounted Thermal Desorption Unit (TDU) to a client in Africa. Designed for batch operation, the system is engineered to treat challenging waste streams such as oily sludge and drilling cuttings, while also supporting a wide range of organic waste materials.
This project highlights our capability in rapid deployment, mobile operation, and efficient resource recovery, offering a practical solution for complex project environments.

Ⅰ- Meeting Africa’s Growing Demand for Efficient Waste Treatment
With the rapid growth of the energy and industrial sectors in Africa, the demand for effective treatment of oily sludge, drilling waste, plastics, and rubber is increasing.
Traditional methods such as landfilling and incineration are gradually being replaced by more sustainable technologies. KES Separation provides not just equipment, but a practical, scalable, and field-ready solution, especially suited for regions with limited infrastructure and dispersed project locations.

Ⅱ- Key Advantages: Designed for Practical Operation
1. Mobile Skid-Mounted Design: Faster Deployment, Higher Utilization
- Fully integrated before delivery, reducing on-site installation workload by approximately 80%
- Installation and commissioning completed within 2–3 days, compared to 20–30 days for conventional systems
- Standardized transport design for easy relocation between sites
- One unit can serve multiple projects, significantly improving return on investment
2. Direct Heating Technology: Higher Efficiency, Lower Energy Consumption
- Direct heating system delivers higher thermal efficiency than indirect systems
- Faster heating reduces overall processing time
- Suitable for a wide variety of materials including sludge, plastics, and rubber
3. Durable Design for Long-Term Operation
- Reactor made of 316L stainless steel, offering excellent corrosion and high-temperature resistance
- Service life of up to 10–15 years
- Built-in scraper system removes up to 98% of internal residues, minimizing fouling and maintenance
- Heavy-duty gear system designed to last as long as the reactor, reducing lifecycle maintenance costs
4. Enhanced Safety and Sealing Performance
- Advanced fish-scale sealing structure effectively prevents flue gas leakage
- Chemical solution reduces flash explosion risks more effectively than conventional nitrogen injection
- Fully enclosed operation: The system operates under a completely sealed condition, ensuring zero leakage of VOCs and hazardous gases, eliminates secondary pollution, ensures compliance with local environmental regulations
5. Multi-Material Processing Capability
The system can handle a wide range of materials, including:
- Oily sludge, drilling cuttings, oil sands
- Waste plastics (PE, PP, ABS, etc.)
- Scrap tires and rubber products (including pipes and hoses)
- Used oil and lubricants
- Contaminated soil and chemical residues
The process enables recovery of oil, gas, and solid by-products, improving overall resource utilization.
6. Automation and Environmental Compliance
- PLC control system reduces reliance on manual operation
- Optional integrated off-gas treatment system to meet mainstream emission standards
- Heat recovery design helps reduce overall operating costs

Ⅲ- Project Value: A Practical and Scalable Solution
Compared to conventional fixed installations, this system is particularly suitable for:
- Distributed oilfield operations
- Temporary or phased treatment projects
- Locations with limited infrastructure
- Multi-site operations requiring frequent relocation
It not only improves equipment utilization but also provides a more predictable and attractive return on investment.
Ⅳ- Continuous Improvement Based on Field Experience
Based on this project, KES Separation will continue to optimize its solutions in the following areas:
- Improving adaptability to complex and high-moisture materials
- Further reducing energy consumption and operating costs
- Simplifying operation to reduce dependency on skilled labor
- Enhancing compliance with different regional standards
Ⅴ- Conclusion
As the industry shifts toward more flexible and resource-efficient waste treatment solutions, mobility, reliability, and ease of deployment are becoming key decision factors.
KES Separation remains committed to delivering practical and high-performance solutions that help clients successfully execute projects across diverse and demanding environments.



