

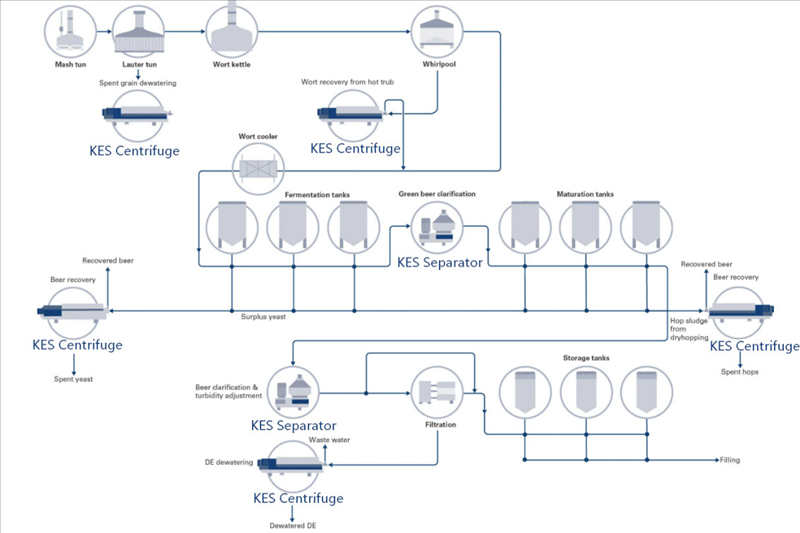
Wort recovery from hot trub
After the whirlpool, hot trub contains a high proportion of recoverable wort. KES decanter centrifuges gently separate solids from liquid, allowing clear wort to be returned to the brewhouse without dilution or quality loss.

Beer recovery from spent hops and surplus yeast
During dry hopping and yeast removal, centrifuges extract beer trapped within solids, significantly reducing product losses and minimizing waste disposal volumes.

Green beer clarification
Prior to filtration or maturation, disc stack separators remove fine suspended solids, improving beer brightness, colloidal stability, and filter performance.
Hygienic Design and CIP Compatibility
All KES beverage centrifuges are designed in accordance with food-grade hygiene standards and are fully compatible with automated Clean-in-Place (CIP) systems.
Gentle and Efficient Separation
Optimized bowl and scroll design combined with precise speed control ensures effective separation while protecting sensitive beverage characteristics.
High Yield and Resource Efficiency
KES solutions help recover valuable product from by-streams, reduce water consumption, and minimize raw material losses.
Robust Construction and High Availability
Built for continuous industrial operation, KES centrifuges offer long service life, stable performance, and low maintenance requirements.